


Food & Beverages

Hygienic tubes ISO EN 10357-D
Trust Alfa Laval Hygienic tubes ISO 10357-D to improve processing line flexibility, interoperability and hygiene across the food, beverage and dairy industries where microbial and corrosion resistance are musts. Expect unmatched surface quality, material strength, tolerances, and cleanability from these high-performance tubes.




Indication units
The Alfa Laval Indication unit - Inductive is an electrical feedback unit that offers cost-effective operation and standard functionality for automated indication on the inductive side of Alfa Laval butterfly valves. Straightforward and easy to use, this indication unit provides information about valve operating status 24/7 while boosting productivity.

IndiTop
The Alfa Laval IndiTop is a digital valve indication unit that offers reliable, cost-effective operation and standard functionality for automated sensing of hygienic valves. The IndiTop provides real-time information about valve operating status 24/7 while boosting productivity and securing traceability.

Industrial Line
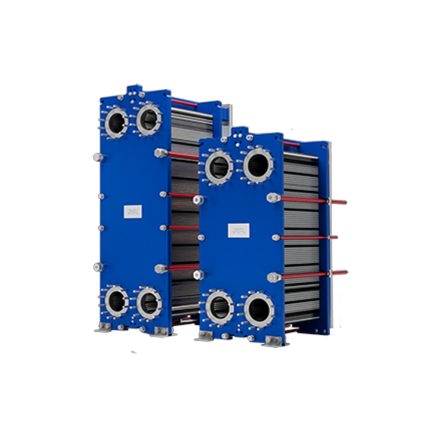
Our wide range of industrial gasketed plate heat exchangers is suitable for all types of industry and multiple applications from heating, cooling and heat recovery to condensation and evaporation. We are constantly looking to extend and upgrade the range, adding new performance criteria and greater flexibility. What’s termed ‘next-generation’ today will soon be standard for the entire Alfa Laval Industrial line.
Industrial semi-welded line
Alfa Laval provides an extensive range of industrial semi-welded plate heat exchangers, designed for handling liquids and gases that are incompatible with standard gaskets or require operation at higher pressures. These heat exchangers are widely used in refrigeration applications, particularly for the evaporation and condensation of ammonia and CO2 for their exceptional resistance to ice formation and fatigue stresses caused by pressure and temperature fluctuations.



